
Glas aus dem 3D-Drucker? Das ist keine verrückte Idee, sondern bietet vielen Unternehmen hochinteressante neue Möglichkeiten. Am Laser Zentrum Hannover e.V. (LZH) werden ein jahrtausendealter Werkstoff und eine Zukunftstechnologie zusammengeführt....
mehr lesen

01
Juli
3D-Druck-Verfahren erklärt: Selektives Lasersintern (SLS)
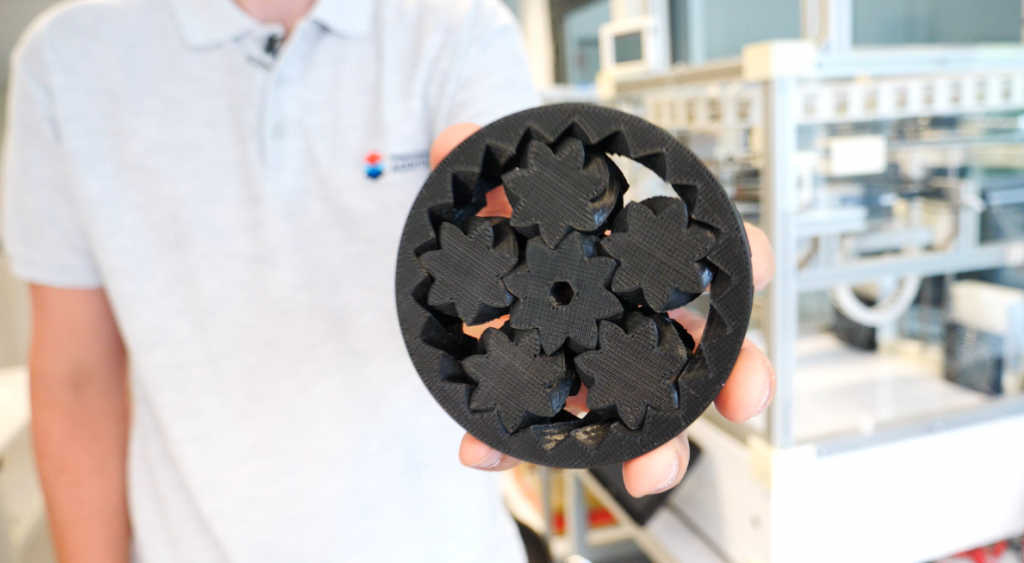
Das Selektive Lasersintern oder auch SLS-Verfahren ist ein Verfahren zum Drucken von Teilen aus Kunststoff mittels Lasers. Das Bauteil entsteht an der Oberfläche eines beheizten Pulverbetts, weshalb SLS zu den Pulverbett-Verfahren zählt.
Anders als etwa im LPBF-Verfahren für Metall müssen keine Stützstrukturen angelegt werden, um Wärme abzuleiten oder um das Bauteil zu stützen. Das umgebende Pulver im Drucker bietet ausreichend Stützwirkung für das Bauteil. Das ermöglicht eine große konstruktive Freiheit und erlaubt es, funktionale Bauteile oder Prototypen direkt zusammengesetzt und funktionsfähig zu fertigen.
Ebenfalls gegeben ist eine hohe mechanische Belastbarkeit der verwendeten Materialien, die durchaus an die Qualität des Spritzgusses herankommt. Auch entwickelt sich eine immer größere Materialvielfalt die sich von PA 12/11/6, PA mit Glasfaser oder Kohlefaseranteil über TPU, PE, PP, und PEEK erstreckt.
SLS-Bauteile lassen sich nach dem additiven Fertigen durch Glasperlenstrahlen, Schleifen, Polieren, Tempern, das Einbringen von Harzen oder der Aufbringung von Lacken gut nachbehandeln.
Das Selektive Laser Sintern (SLS) auf einen Blick
Das Verfahren
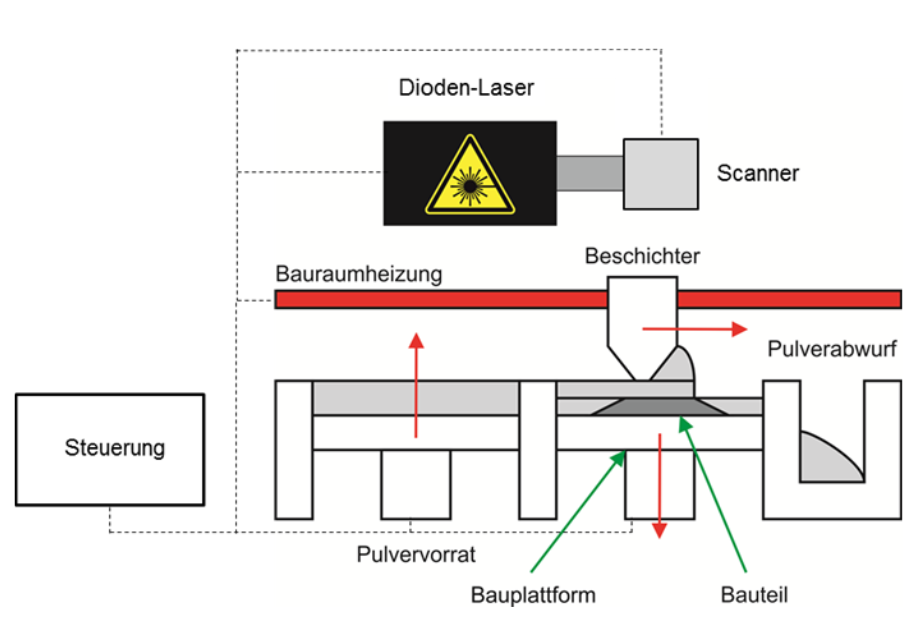
Beim SLS-Verfahren entsteht das Bauteil durch den schichtweisen Aufbau an der Oberfläche eines beheizten Pulverbetts. Das Pulver wird in einer dünnen Schicht auf einer Plattform verteilt. Der beheizte Bauraum erwärmt das aufgetragene Pulver. Anschließend wird das Pulver vom Laser in der Bauteilgeometrie abgescannt und aufgeschmolzen. Der Kunststoff verfestigt sich, die Bauplattform senkt sich ab und eine neue Pulverschicht wird vom Beschichter aufgetragen. Der ganze Prozess wiederholt sich, bis das Bauteil fertiggestellt ist.
Nachbearbeitung
Der erste Schritt der Nachbearbeitung ist das Entfernen des Pulvers vom Bauteil. Hierbei wird mit einer Bürste das lose Pulver abgetragen. Mittels Druckluftpistole oder Glasperlenstrahler kann auch der letzte pulvrige Anteil restlos entfernt werden.
Der zweite Schritt ist dann die Nachbearbeitung der Oberfläche. Denn Bauteile, die mit dem SLS-Verfahren gedruckt wurden, besitzen häufig eine hohe Oberflächenrauigkeit. Mit verschiedenen Nachbearbeitungsverfahren lässt sich hier Abhilfe schaffen. Das Einbringen von Harz, eine mechanische Politur, Schleifen oder das Aufbringen von Lösemitteln und Lacken sind hier geeignet. Auch Tempern, also das Erhitzen des Bauteils, kann eine geeignete Form der Nachbereitung sein – acht Stunden im Ofen bei 80 °C können dafür sorgen, dass eine entsprechende Oberflächengüte entsteht.
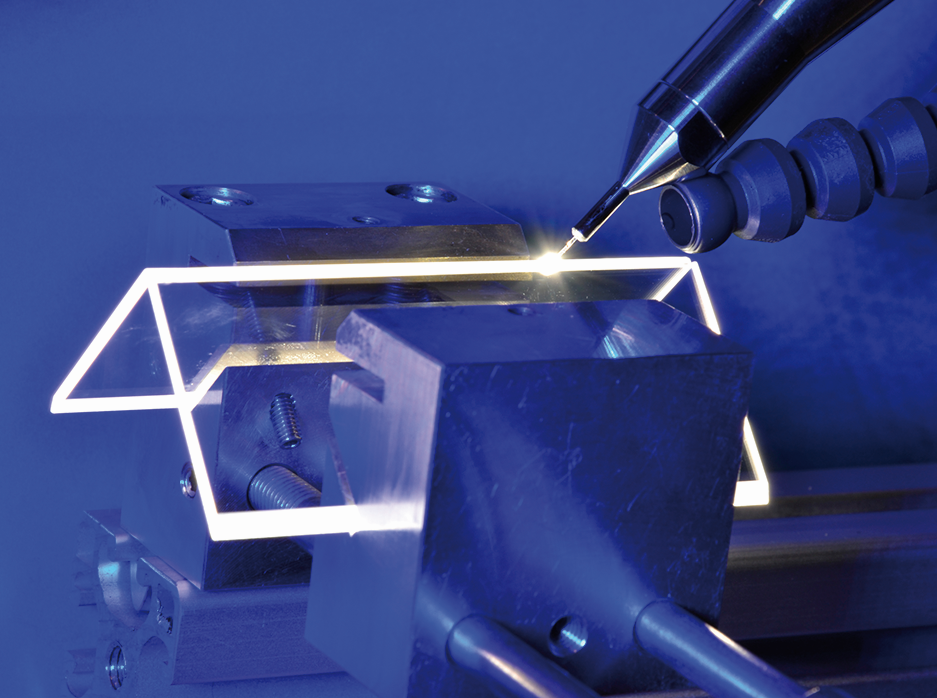
Druckprozess: Das Bauteil entsteht an der Oberfläche eines Pulverbetts.

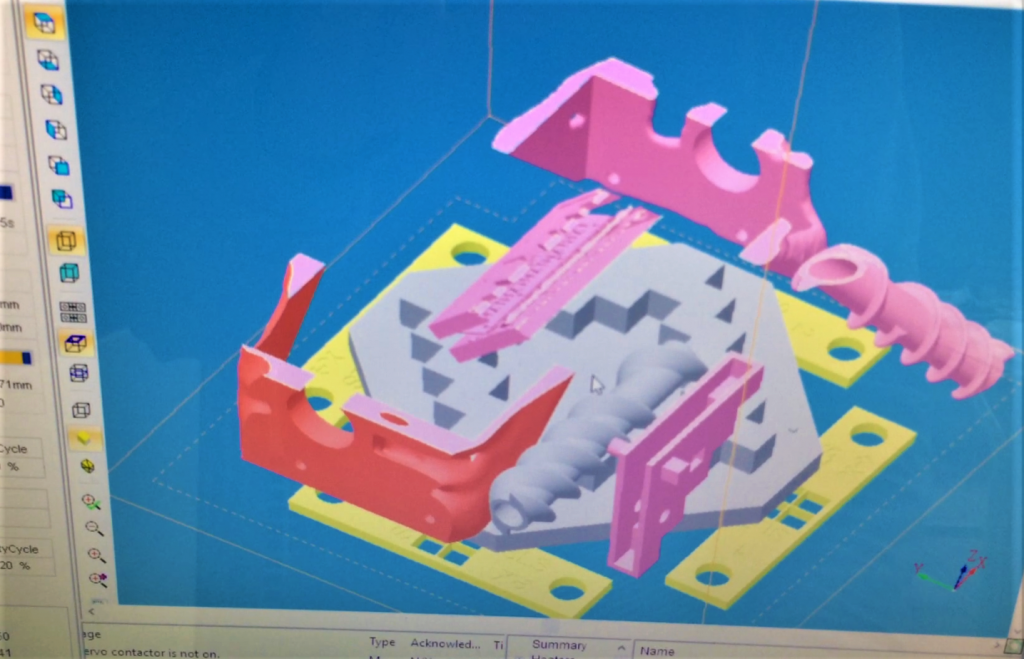
Baujob in der Bedienungssoftware 
überschüssiges Pulver wird entfernt
3D-Druck-Verfahren erklärt
3D-Druck-Verfahren erklärt: Das Fused Deposition Modeling (FDM)
Beim FDM-Verfahren wird ein Kunststoffdraht aufgeschmolzen. Aus dem flüssigen Material entsteht das gewünschte Bauteil Schicht für Schicht im Direktdruck. Das FDM-Verfahren zeichnet sich aus durch eine hohe Reproduzierbarkeit, eine gute...
mehr lesen
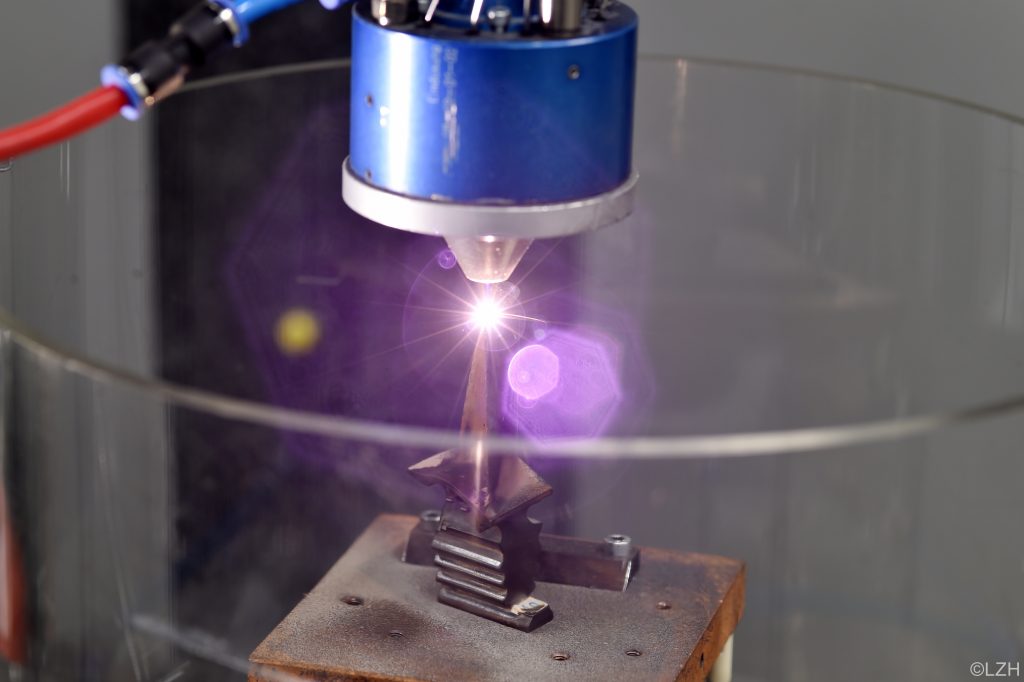
3D-Druck-Verfahren erklärt: Laserauftragschweißen (LMD)
Das Laserauftragschweißen ist ein Verfahren zum Verarbeiten von Metallen. Durch Auftragschweißen können Bauteile komplett gefertigt, instandgesetzt oder durch das Auftragen von Schutzschichten vor Abnutzung geschützt werden. https://youtu.be/-JPPqobya7Q Das Laserauftragschweißen (LMD)-Verfahren auf einen...
mehr lesen

3D-Druck-Verfahren erklärt: Selektives Lasersintern (SLS)
Das Selektive Lasersintern oder auch SLS-Verfahren ist ein Verfahren zum Drucken von Teilen aus Kunststoff mittels Lasers. Das Bauteil entsteht an der Oberfläche eines beheizten Pulverbetts, weshalb SLS zu den...
mehr lesen
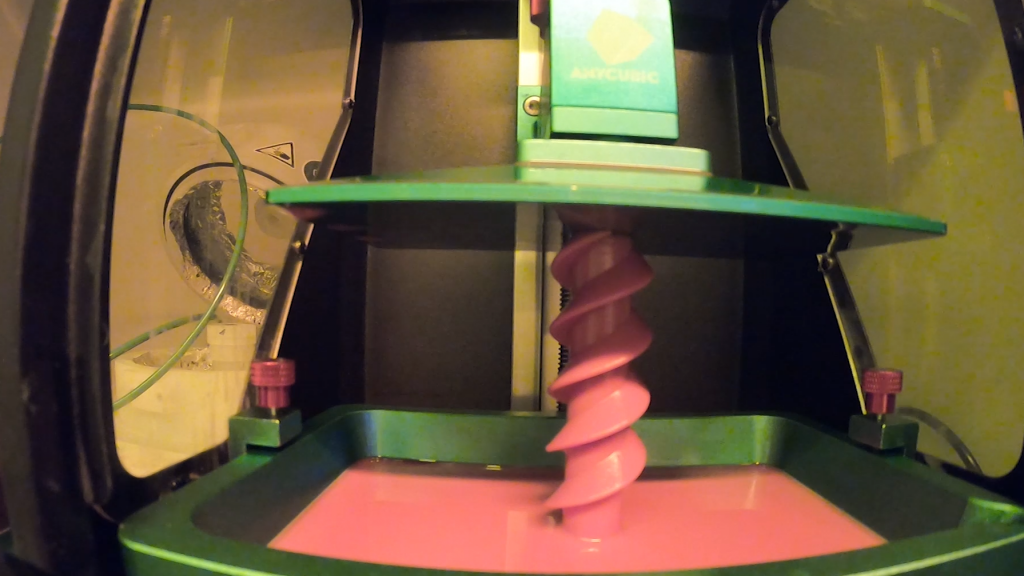
3D-Druck-Verfahren erklärt: Stereolithographie (SLA)
Im Stereolithographie-Verfahren werden Bauteile aus flüssigem Kunststoff, dem sogenannten Resin, hergestellt. Dabei wird der Kunststoff mit ultraviolettem Licht bestrahlt und ausgehärtet. Im Verfahren vernetzen sich die Moleküle (Monomere) zu Makromolekülen...
mehr lesen

3D-Druck-Verfahren erklärt: Laser Powder Bed Fusion (LPBF)
Das Selektive Laserschmelzen, auch Laser Powder Bed Fusion (LPBF) genannt, ist ein 3D-Druck-Verfahren zur Herstellung von Bauteilen aus Metall. Aufgrund der selbst im Vergleich zu konventionellen Fertigungsverfahren guten mechanischen Eigenschaften der Bauteile, speziell der hohen Dichte...
mehr lesen